
 产品展示
产品展示
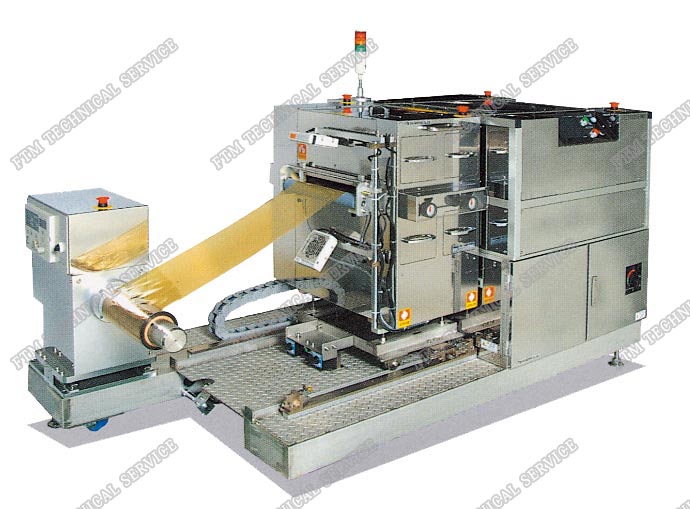
KT7280切割机
详细信息:
1.品名
RTS 清洁・切割机(型号:KT-7280)
2.构成
1)FPC用卷取部 1台
2)FPC用滚轮式清洁部 1台
3)FPC用切断部 1台
4)FPC用收取部 1台
3.生产流程概要
本机器是把被卷取的滚轮状的材料一边向外卷出一边进行上下面的清洁后,用CCD照相机确认被指定的阴影部分从而进行被设定长度的切断工作。
被切断的材料用固定和滑动传送带运送到收取部之后进行有层次的叠放。
4. 机器的特征
1)切断精度
用CCD照相机控制原料板的基准点到切断位置的距离,进行高精度的尺寸判断。
在没有基准位置的情况下,用辅助电动机控制原料板的长度距离的切断。
原料板之间用宽度10mm的胶带进行连接的情况下,将被胶带连接的原料板的前端和后端部分同时进行切断。
2)粘尘机
在原料板的清洁方面利用我公司具有常年积累经验的性能优越的清洁滚轮和
清洁胶纸式粘尘机进行除尘处理。
3)安装简单
只需在空气轴上装上缠有原料板胶卷的套轴,就能简单地进行原料板胶卷的拆装。
4)松紧度控制
用在卷出部的超音波的感应器对检查外径进行感应,根据感应到的外径尺寸进行松紧度的控制。
5)维修保养
在切断部进行维修保养时,卷出部和清洁部可以向卷出部方向移动400mm。
6)原料板的收取叠放
被切断的原料板使用固定式和滑动式传送带而不是使用吸盘进行切断后的收
取和叠放的。
5.操作概要
① 准备好滚轮式清洁部的滚轮和胶纸。
② 把原料板胶卷装到卷轴上,调整好有原料板胶卷的开始位置。
③ 让原料板胶卷的开始位置处的第一块原料板通过机器的清洁部、切断部、调整松
紧的滚轮部后进行停止。
④ 在用CCD照相机进行位置控制的情况下,首先在照相机上登录识别的图案阴影部
分并输入必要的软件程序。
用辅助电动机来控制切除量的情况下,先决定切断位置,再输入必要的数据。
⑤ 切断原料板胶卷的开始位置处的第一块原料板。
⑥ 开动机器,进行正常的运转作业。
⑦ 在设定了过板数的情况下,达到设定值时机器自动进行停止。
在其他的情况下通过传感器感应到原料板的终端边缘是机器自动进行停止。
或者是装切断后的原料板的容器托盘很满的情况下机器自动进停止。
⑧ 机器停止后,从专用的取出口中取出容器托盘。
6.一般规格
1)原料板
宽 ; 250 ~ 500 mm
厚 ; 0.025 ~ 0.1 mm
胶卷外径 ; Max φ 300 mm
重量 ; Max 50 kg
芯内径 ; φ 3 インチ
2)传送方向 ; 根据所进行指定的方向。
3)传送中心高度 ; F.L. ~ 1,000 ㎜
调整范围 ; ± 20 ㎜
4)生产线基准 ; 原料板中心
5)切断长度 ; 250 ~ 500 ㎜
6)切断精度 ; ± 0.2 ㎜(用CCD照相机进行位置控制的情况下)
; ± 0.5 ㎜(用辅助电动机进行切断量控制的情况下)
7)生产量 ; 6 枚/min
7.机器规格
1)FPC用卷取部
① 卷取方向
根据卷取方向。
② 原料板的卷轴
轴径 ; 3 英尺用(φ 75 mm)
形状 ; 凸起式空气传动轴
轴高 ; F.L. ~ 700 mm
凸起固定范围 ; φ 75.5 ~ 77 mm
耐重量 ; 50 kgf
③ 卷取松紧度的设定
松紧度控制 ; 粉末式离合器
扭矩的设定范围 ; 0.6 ~ 6.0 Nm
卷取检测 ; 超音波传感器
2)FPC用滚轮式粘尘机
① 滚轮间的间隔距离的调整
保护罩安装在机器的正前方和侧面。
② 滚轮和清洁胶纸的保护功能
切断电源或者关闭机器的运转开关时,清洁胶纸自动跳起,与滚轮分离开。
③ 速度
可调速度范围 ; 3.0 ~ 10.0 m/min
④ 清洁滚轮
型号 ; ERS 640 ‐ 70
宽度 ; 640 mm
硬度 ; 70 °
外径 ; φ 50 mm
使用根数 ; 上下各2根,共4跟
驱动电机 ; 辅助电机
100 W
⑤ 清洁胶纸
型号 ; HC 640 ‐ 15
宽度 ; 640 mm
卷取长度 ; 15 m
使用根数 ; 上下各2跟,共4跟
3)FPC用切断部
① CCD照相机
画素 ; 30 万画素
台数 ; 1 台
视野 ; 9 × 9 mm
② 切刀(使用剪断方式)
切断机构 ; 上刀和下刀进行咬合切断
上下动机构 ; 滚轴滑道
切断用调节器 ; 空气气缸
移动刀(上刀) ; 刀体材质SS400,刀刃材质SKH51
热处理后的硬度 HRC63
重量 约 2.6 kg
固定刀(下刀) ; 刀体材质SS400,刀刃材质SKH51
热处理后的硬度 HRC63
重量 约2.0 kg
切刀的有效长度 ; 550 ㎜
③ 安全对策
停电或停气时切刀马上停止不动非常安全。
④ 维修保养
在卷出部、清洁部和切断部进行维修保养时机器可以向卷取部方向移
动400mm。
4)FPC用收取部
① 原料板的擦伤的防止
根据固定传送带和华东传送带的组合机构使切断后的原料板在相
同位置别收取并进行有层次的叠放,不会发生原料板的擦伤。
② 动作概要
1:固定传送带上的被切断的原料板通过固定传送带的传送轮被输送出
去。在输送的同时固定传送带下的移动传送带由待机状态开始以固定传
送带相同的速度一边向容器托盘方向移动一边进行原料板的收取。这时
移动传送带的传送轮不转动。